En nuestra publicacion de hoy os enseñaremos algo mas sobre la rosca en torno. Las herramientas para tornear roscas han obtenido los mismos beneficios en cuanto a mejoras en recubrimientos y grados de materiales que las demás herramientas para tornear. Adicionalmente, ha habido mejoras de diseño en los insertos para tornear que permiten un mejor control de las virutas. Sin embargo, a pesar de estos cambios los ingenieros de manufactura tienden a dedicarle poco tiempo a la optimización de operaciones de torneado, mirando el proceso de mecanizado de roscas como una ‘caja negra’ que no se presta para mejoras incrementales. De hecho, el proceso de mecanizado de roscas puede ser diseñado para una mejor eficiencia. El primer paso es entender algunos tópicos básicos del mecanizado de roscas.¿Por qué el torneado de roscas es más exigente? El torneado de roscas es más exigente que las operaciones normales de torneado. Las fuerzas de corte son generalmente más altas y el radio de corte de nariz del inserto de roscar es más pequeño y, por lo tanto, más débil.
Insertos de perfil parcial versus insertos de perfil total Los insertos de perfil parcial, algunas veces nombrados como insertos ‘non topping‘, cortan la ranura de la rosca sin ‘dar forma’ a la parte superior o la cresta de la rosca. Un inserto puede producir un amplio rango de roscas, limitado inferiormente por el paso más basto -es decir, el número más bajo de roscas por pulgada- permitido por la resistencia del radio de nariz del inserto. Este radio de nariz está diseñado para ser suficientemente pequeño de tal manera que pueda mecanizar varios pasos. Para pasos pequeños, el radio de nariz tiene que ser de tamaño menor. Esto significa que el inserto tiene que penetrar más profundamente. Por ejemplo, un inserto de perfil parcial mecanizando una rosca de 8 tpi requiere una profundidad de rosca de 0,108″, mientras que la misma rosca producida con un inserto de perfil total requiere tan solo la profundidad especificada de 0,81″. Por tanto, el inserto de perfil total produce una rosca más fuerte. Es más, el inserto de perfil normal puede producir la rosca en hasta cuatro veces menos pasadas de mecanizado.
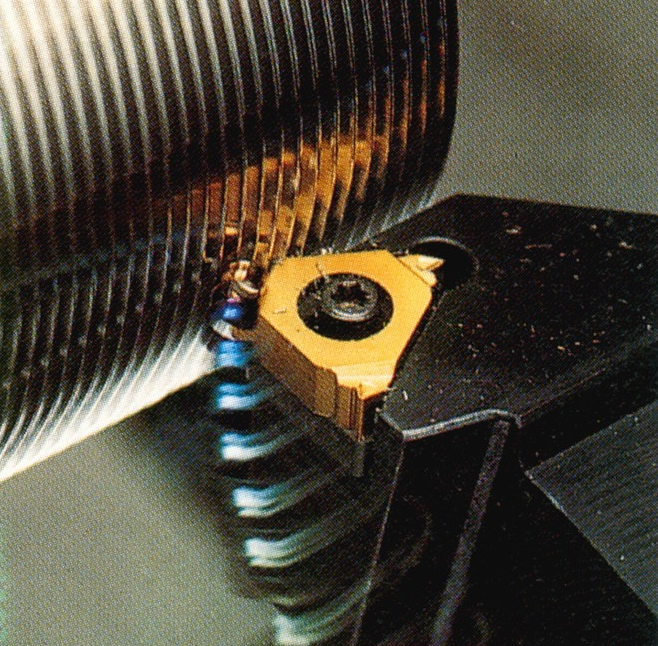
Insertos multidientes Los insertos multi-dientes tienen múltiples dientes en serie, con un diente dado cortando más profundamente que el diente que vino antes que él. Con uno de estos insertos, el número de pasadas requeridas para producir una rosca puede ser reducida hasta en 80%. La vida de la herramienta es considerablemente mayor que la de los insertos de un solo punto porque el diente final mecaniza solo la mitad o un tercio del metal de una rosca dada. Sin embargo, por causa de las altas fuerzas estos insertos no son recomendados para piezas con paredes delgadas -puede producirse castañeo. También, el diseño de una pieza mecanizada con uno de estos insertos tiene que tener una cantidad suficiente de salida de rosca para permitir que todos los dientes salgan del corte
.